Tratamento térmico em ligas de alumínio
Melhorando as Propriedades do Material
Os tratamentos térmicos desempenham um papel fundamental no aprimoramento das propriedades das ligas de alumínio. Esses processos envolvem mudanças controladas na estrutura do material, alterando a proporção e o tipo das fases presentes, bem como a morfologia dos microconstituintes e a distribuição de defeitos cristalinos.
Conforme destacado por Pieske (1988), muitas ligas metálicas, especialmente as de alumínio, apresentam grande potencial de melhoria de desempenho por meio de tratamentos térmicos. Esse aprimoramento é essencial para adaptar as propriedades do material às exigências de aplicações específicas.
Por meio desses processos, é possível obter materiais com maior resistência mecânica, melhor ductilidade, maior dureza ou outras características específicas, tornando as ligas de alumínio ainda mais versáteis e valiosas em setores como automotivo, aeroespacial e construção civil.
Principais Objetivos dos Tratamentos Térmicos
- Alterar a microestrutura: Controle das fases e da morfologia dos microconstituintes.
- Reduzir ou redistribuir defeitos cristalinos: Melhorando a resistência e outras propriedades.
- Aprimorar o desempenho mecânico: Tornando o material mais adequado a diferentes finalidades.
Os tratamentos térmicos continuam sendo uma área de grande relevância tecnológica, com avanços contínuos que ampliam ainda mais as possibilidades de aplicação das ligas de alumínio.
Designações dos Tratamentos Térmicos em Ligas de Alumínio
Os tratamentos térmicos aplicados às ligas de alumínio são fundamentais para ajustar suas propriedades mecânicas, indo além da composição química do material. De acordo com Callister (2002), a têmpera é um processo que utiliza deformação plástica a frio ou aquecimento controlado para conferir ao material uma estrutura e características específicas de resistência.
Além de elementos químicos que incrementam a resistência, as ligas de alumínio podem ser classificadas conforme sua resposta a tratamentos térmicos, dividindo-se em dois grandes grupos:
- Ligas tratáveis termicamente: Obtêm maior resistência por meio de tratamentos térmicos específicos, além do trabalho a frio.
- Ligas não-tratáveis termicamente: Possuem resistência aumentada apenas pelo trabalho a frio, podendo ser submetidas a outros tratamentos, como estabilização e recozimento parcial ou pleno.
Classificação das Ligas de Alumínio
A Associação Brasileira do Alumínio (ABAL, 2004) especifica a designação das ligas de alumínio em categorias que refletem o processo de fabricação e o tratamento térmico recebido:
| Designação | Descrição |
|---|---|
| F – Como fabricada | Produto obtido sem controle especial sobre condições térmicas ou de encruamento. |
| O – Recozida | Produto no estado de menor resistência mecânica. |
| H – Encruada | Resistência mecânica aumentada por deformação plástica a frio, podendo ser parcialmente recozida ou estabilizada. A letra “H” é seguida de dois ou mais dígitos para detalhar o tratamento. |
| T – Tratada termicamente | Produto que passou por tratamento térmico com ou sem deformação plástica complementar. A letra “T” é acompanhada de números que indicam os processos realizados. |
Tratamentos Específicos para Ligas Fundidas
No caso das ligas fundidas, as designações de tratamentos térmicos são detalhadas por Callister (2002) e estão associadas a diferentes sequências de processos, como mostrado abaixo:
| Símbolo | Descrição |
|---|---|
| T2 | Liga recozida. |
| T4 | Liga solubilizada e naturalmente envelhecida à temperatura ambiente. |
| T5 | Liga envelhecida artificialmente sem prévia solubilização. |
| T6 | Liga solubilizada e artificialmente envelhecida. |
| T7 | Liga solubilizada e estabilizada por superenvelhecimento. |
Considerações sobre as Designações
Essas designações permitem padronizar os processos de tratamento térmico para atender a requisitos específicos de desempenho mecânico. Entretanto, conforme ressaltado por Callister (2002), os símbolos não determinam parâmetros como tempo ou temperatura, que podem variar conforme necessário, desde que as propriedades finais estejam de acordo com as especificações.
A versatilidade desses tratamentos torna as ligas de alumínio adequadas para uma ampla gama de aplicações, com destaque em setores como transporte, construção e engenharia avançada.
TRATAMENTOS TÉRMICOS
Tratamentos Térmicos em Ligas de Alumínio Fundidas
As ligas de alumínio fundidas podem ter suas propriedades mecânicas, estabilidade dimensional e resistência à corrosão significativamente aprimoradas através de tratamentos térmicos. Esses processos têm como objetivo corrigir segregações indesejadas e ajustar características metalúrgicas específicas, de acordo com as propriedades finais desejadas na peça (Verran, 2005).
Principais Etapas dos Tratamentos Térmicos

Para muitas ligas de alumínio, aplica-se uma sequência de dois tratamentos principais: solubilização e precipitação (ou envelhecimento).
- Tratamento de Solubilização
Segundo Coutinho (1980), a solubilização é um processo preliminar em que a liga é aquecida a temperaturas elevadas (480°C a 540°C) para dissolver completamente as fases microscópicas presentes na matriz. Após esse aquecimento, a peça é rapidamente resfriada, geralmente em água, para formar uma estrutura monofásica supersaturada e metaestável. Esse estado é essencial para que o material seja posteriormente endurecido por precipitação. - Tratamento de Precipitação (Envelhecimento Artificial)
O endurecimento por precipitação, descrito como um dos processos mais importantes para ligas não ferrosas, ocorre após a solubilização. Nesse estágio, a peça é submetida a temperaturas moderadas (150°C a 300°C), permitindo a formação controlada de partículas finas da fase precipitada, que conferem maior resistência mecânica.
A seleção cuidadosa de variáveis como tempo e temperatura é essencial nesse processo, pois essas condições determinam as combinações finais de propriedades, como resistência mecânica, condutividade elétrica e resistência à corrosão (Pieske, 1988).
Fundamentos da Solubilização e Precipitação
A solubilização é a primeira etapa do tratamento térmico. Ela envolve o aquecimento da liga a uma temperatura alta (geralmente entre 480°C e 540°C), dentro da faixa de máxima solubilidade do soluto na matriz de alumínio.
Objetivo:
- Dissolver os precipitados presentes no material, como o Al₂Cu (em ligas de alumínio-cobre).
- Criar uma solução sólida monofásica e homogênea (composta apenas pela fase α).
Como é feito:
- A liga é aquecida a uma temperatura elevada, suficiente para dissolver as fases secundárias.
- Mantém-se a temperatura por um tempo suficiente para que ocorra a difusão dos átomos de soluto (ex.: cobre, magnésio, silício) na matriz de alumínio.
- Em seguida, realiza-se um resfriamento rápido, geralmente por imersão em água, para “congelar” a solução sólida em um estado supersaturado.
Resultado:
- O material obtido é uma solução sólida supersaturada e metaestável, pronta para o próximo passo do processo.
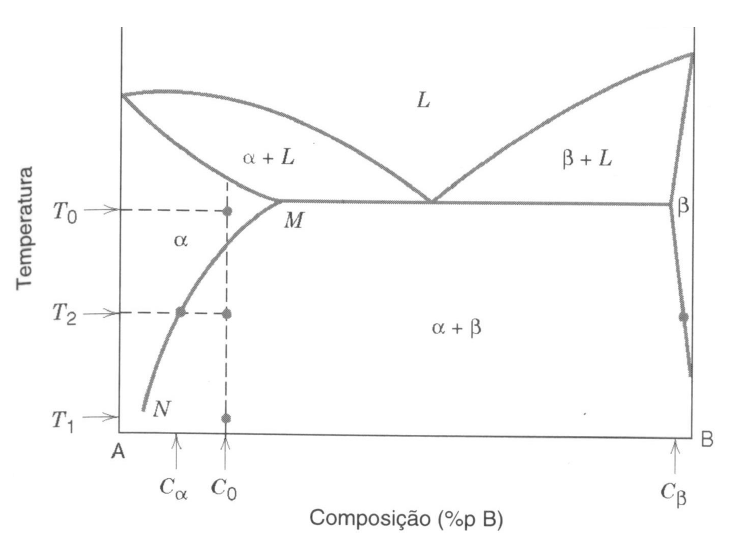
A solubilização consiste em dissolver átomos de soluto na matriz para criar uma solução sólida monofásica. Esse processo ocorre dentro de um campo de fases específico, como mostrado em diagramas de fases. Após o aquecimento a temperaturas elevadas (T0) e a dissolução completa da fase secundária (β), a peça é rapidamente resfriada até uma temperatura inferior (T1), geralmente próxima à temperatura ambiente, prevenindo a formação de fases secundárias e mantendo o estado metaestável (Callister, 2002).
A precipitação, por sua vez, permite o controle da microestrutura, promovendo o endurecimento do material. O envelhecimento artificial ocorre ao aplicar temperaturas específicas por períodos controlados, otimizando a resistência e outras propriedades desejadas.
Importância dos Tratamentos Térmicos
Conforme destacado por Bradashia (1988), os tratamentos térmicos das ligas de alumínio fundidas tratáveis termicamente seguem uma sequência padronizada:
- Solubilização: Dissolve segregações e prepara o material para o envelhecimento.
- Precipitação: Confere maior resistência por meio de controle da formação de fases secundárias.
Essa abordagem, amplamente aplicada em ligas de alumínio trabalhadas e fundidas, assegura a adaptação do material às exigências de diferentes aplicações industriais, otimizando desempenho mecânico, estabilidade e durabilidade.
Fonte: CALLISTER (2002)
No sistema Al-Cu pode-se observar uma grande região de solubilidade sólida (figura 3.2). O limite máximo de solubilidade sólida é de 5,65% de Cu em Al, o que propicia que as ligas desse sistema sejam tratadas termicamente através de solubilização (VERRAN, 2005).

Tratamento Térmico de Liga de Alumínio com 4% de Cobre
A liga de alumínio contendo 4% de cobre apresenta uma microestrutura característica que varia conforme as condições de resfriamento. Sob condições normais de equilíbrio, ocorre a formação de precipitados de Al₂Cu em uma matriz de solução sólida de alumínio (Al α). No entanto, a natureza desses precipitados depende diretamente da velocidade de resfriamento:
- Resfriamento lento: Gera precipitados mais grosseiros.
- Resfriamento rápido: Produz precipitados mais finos e uniformes.
Ciclo de Tratamento Térmico
1. Aquecimento e Dissolução de Precipitados
Ao submeter a liga a um aquecimento controlado dentro da faixa de máxima solubilidade sólida, ocorre um processo de difusão que permite a entrada do cobre no reticulado cristalino do alumínio. Esse aquecimento elimina os precipitados presentes, criando uma estrutura monofásica composta exclusivamente por grãos da solução sólida Al α (Callister, 2002; Verran, 2005).
2. Resfriamento Rápido
Logo após o aquecimento, realiza-se um resfriamento rápido para manter a solução sólida supersaturada. Essa condição metaestável é crucial para o endurecimento posterior.
3. Precipitação Controlada (Envelhecimento)
Quando o material é exposto a ciclos longos de aquecimento em temperaturas moderadas, ocorre a formação de precipitados finos e uniformemente dispersos de Al₂Cu na matriz de solução sólida. Esse processo é conhecido como envelhecimento artificial e confere à liga uma combinação ideal de propriedades mecânicas, como maior resistência e durabilidade (Callister, 2002; Coutinho, 1980; Verran, 2005).
Importância do Controle nos Tratamentos
A capacidade de ajustar a microestrutura dessa liga por meio de tratamentos térmicos permite otimizar propriedades específicas, adaptando-a a diferentes exigências industriais. Um controle preciso sobre o tempo e a temperatura durante as etapas de aquecimento e resfriamento é essencial para alcançar:
- Precipitados com tamanhos e distribuições desejados.
- Melhor equilíbrio entre resistência mecânica, ductilidade e estabilidade dimensional.
A Figura, referida no texto, demonstra visualmente as etapas desse ciclo de tratamento térmico, ilustrando as mudanças na microestrutura e a sequência de processos para atingir uma solução sólida supersaturada seguida da precipitação controlada.
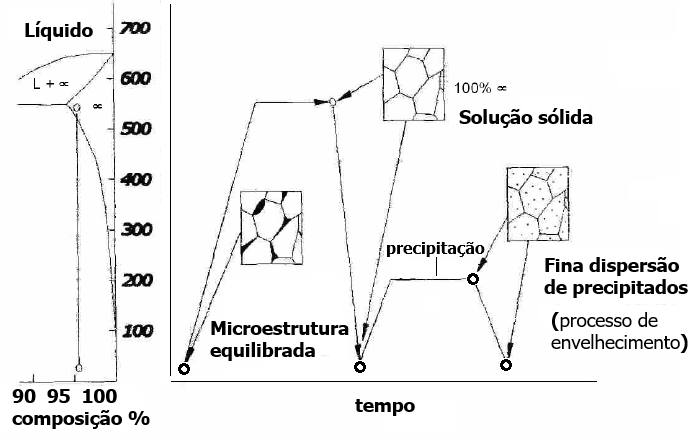
Fonte: VERRAN (2005).
Análise da Figura: Tratamentos Térmicos de Solubilização e Envelhecimento
A figura apresenta uma visão esquemática das etapas envolvidas nos tratamentos térmicos de solubilização e envelhecimento de uma liga metálica, destacando as alterações na microestrutura ao longo do processo térmico. Abaixo estão os pontos principais:
1. Diagrama de fases no lado esquerdo
- O diagrama indica as condições de equilíbrio térmico para a liga, representando as regiões de coexistência de fases, como:
- L + α: Região onde coexistem líquido e a fase sólida α.
- α: Região de solução sólida.
Este diagrama serve como base para determinar as temperaturas ideais para a realização dos tratamentos térmicos.
2. Sequência de tratamentos térmicos (lado direito)
a) Microestrutura em equilíbrio
- No início, a microestrutura apresenta grãos de fase α com precipitados de outra fase distribuídos nos contornos.
- Isso reflete um estado típico de equilíbrio que ocorre após resfriamento lento.
b) Solubilização
- Durante a etapa de solubilização, a liga é aquecida a uma temperatura próxima à máxima solubilidade da solução sólida (representada como “100% α”).
- Nessa etapa, os precipitados são dissolvidos, resultando em uma microestrutura homogênea composta exclusivamente por grãos de fase α.
- O objetivo é preparar o material para o endurecimento subsequente.
c) Resfriamento rápido
- Após a solubilização, ocorre um resfriamento rápido (geralmente em água).
- Esse processo congela a solução sólida em um estado supersaturado (metaestável), prevenindo a formação de precipitados durante o resfriamento.
d) Envelhecimento (ou precipitação)
- Na etapa de envelhecimento, o material é mantido em temperaturas controladas mais baixas por um período prolongado.
- Esse aquecimento promove a precipitação de partículas finas de segunda fase no interior dos grãos e nos contornos, o que confere maior resistência mecânica à liga.
- A figura destaca a formação de partículas de precipitado finamente dispersas, resultando em uma microestrutura otimizada.
3. Observações adicionais
- A sequência destaca a importância do controle de temperatura e tempo para obter propriedades mecânicas ideais.
- Solubilização e envelhecimento são processos complementares:
- A solubilização cria as condições necessárias para a precipitação.
- O envelhecimento controla a formação e distribuição dos precipitados, ajustando as propriedades finais da liga.
Conclusão
A figura fornece uma visão clara das mudanças microestruturais ao longo do ciclo de tratamento térmico. Ela ilustra como a solubilização e o envelhecimento trabalham em conjunto para modificar as propriedades das ligas metálicas, com destaque para o endurecimento por precipitação, que é essencial para aplicações industriais que demandam alta resistência e durabilidade.
Considerações sobre os Tratamentos Térmicos em Ligas de Alumínio
Como apresentado, as ligas de alumínio passam por uma ampla gama de tratamentos térmicos durante sua produção, com objetivos variados. Esses processos não apenas otimizam as propriedades mecânicas, como resistência e dureza, mas também podem influenciar diretamente outras características importantes, como:
- Propriedades elétricas, garantindo melhor condutividade.
- Propriedades magnéticas, dependendo da aplicação.
- Resistência à corrosão, aumentando a durabilidade em condições adversas.
Conforme Pieske (1988), além de atender às exigências do processo de manufatura, os tratamentos térmicos desempenham um papel essencial no controle e ajuste dessas propriedades, ampliando a funcionalidade e a adaptabilidade das ligas para diferentes finalidades.
Importância na Indústria
Devido aos diversos benefícios proporcionados pelos tratamentos térmicos, esta técnica é amplamente reconhecida como indispensável na indústria. Seja para aplicações estruturais, elétricas ou mesmo decorativas, a possibilidade de customizar propriedades específicas torna o tratamento térmico uma ferramenta de enorme valor, garantindo desempenho e qualidade aprimorados nos produtos finais.
GLOSSÁRIO — Tratamento térmico em ligas de alumínio
ABAL (designações F/O/H/T)
Sistema de letras usado na indústria do alumínio para indicar o estado do material após fabricação e possíveis tratamentos. “F” é “como fabricada”, “O” é “recozida”, “H” é “encruada” (deformação a frio) e “T” indica que o produto foi tratado termicamente, com números que detalham a sequência aplicada.
Al₂Cu (fase precipitada típica)
Composto intermetálico que pode se formar em ligas alumínio-cobre. Surge durante o envelhecimento/precipitação e ajuda a aumentar a resistência mecânica por dificultar o movimento de discordâncias.
Campo de fases
Faixa de temperaturas e composições em que determinadas fases são estáveis. Diagramas de fases mostram esses campos e orientam a escolha de temperatura nos tratamentos térmicos.
Condutividade elétrica
Capacidade do material de conduzir corrente. Em ligas de alumínio, pode diminuir quando há muitos precipitados finos, pois eles dispersam elétrons; o equilíbrio entre resistência e condutividade depende do ciclo térmico.
Designações T (T2, T4, T5, T6, T7)
Códigos que especificam sequências de tratamento térmico em ligas trabalhadas ou fundidas. Exemplos: T4 (solubilizada e envelhecida naturalmente), T5 (envelhecida artificialmente sem solubilização prévia), T6 (solubilizada e envelhecida artificialmente), T7 (solubilizada e superenvelhecida/estabilizada).
Diagrama de fases
Gráfico que relaciona temperatura e composição, indicando quais fases são estáveis. É a “mapa” para definir temperaturas de solubilização e envelhecimento.
Difusão (atômica)
Movimento de átomos dentro do sólido. Durante a solubilização e o envelhecimento, a difusão permite dissolver partículas e depois formar precipitados finos de maneira controlada.
Ductilidade
Capacidade de deformar sem romper. Pode aumentar após recozimento e diminuir quando há grande quantidade de precipitados finos que elevam a resistência.
Encruamento (estado H)
Endurecimento obtido por deformação plástica a frio (laminação, estiramento). Aumenta a resistência sem uso de calor; pode ser combinado com alívios ou recozimentos parciais.
Envelhecimento (precipitação)
Etapa em que a liga permanece a temperaturas moderadas por certo tempo para formar precipitados finos e uniformes. Quando feito à temperatura ambiente, chama-se envelhecimento natural; em forno, é envelhecimento artificial.
Envelhecimento artificial
Envelhecimento feito em forno (tipicamente entre 150 °C e 300 °C) após a solubilização. Controla tamanho e distribuição dos precipitados, elevando a resistência de forma previsível.
Envelhecimento natural
Endurecimento por precipitação que ocorre em temperatura ambiente, após a solubilização e têmpera (resfriamento rápido). É mais lento e depende da liga.
Estabilidade dimensional
Capacidade de manter dimensões e forma ao longo do uso. Tratamentos bem controlados reduzem tensões internas e melhoram essa estabilidade.
Estabilização (superenvelhecimento, estado T7)
Prolonga o envelhecimento para reduzir tensões e melhorar estabilidade/corrosão. Pode sacrificar um pouco de resistência para ganhar confiabilidade dimensional.
Fase α (solução sólida de Al)
Matriz de alumínio com átomos de soluto dissolvidos. Após a solubilização seguida de resfriamento rápido, busca-se uma solução sólida monofásica supersaturada.
H (encruada)
Letra da designação ABAL indicando que o material foi endurecido por trabalho a frio; dígitos após o “H” especificam o grau/variação do encruamento e possíveis recozimentos parciais.
Ligas de alumínio fundidas
Peças obtidas por fundição (moldagem). Podem ser tratadas termicamente (solubilização e envelhecimento) para corrigir segregações e otimizar resistência, estabilidade e resistência à corrosão.
Ligas não-tratáveis termicamente
Ganho de resistência ocorre principalmente por trabalho a frio. Podem receber alívios, estabilizações ou recozimentos, mas não se beneficiam de precipitação como principal mecanismo de endurecimento.
Ligas tratáveis termicamente
Aumentam significativamente a resistência por solubilização seguida de envelhecimento/precipitação. Ex.: sistemas Al-Cu, Al-Mg-Si.
Matriz
Fase contínua (geralmente a solução sólida de alumínio) que “recebe” os átomos de soluto e as partículas de precipitado que controlam as propriedades.
Metaestável (estado)
Condição “congelada” pela têmpera após a solubilização, com mais soluto dissolvido do que o equilíbrio permitiria. É o ponto de partida para o envelhecimento eficaz.
Microestrutura
Arranjo de fases, grãos e precipitados observado ao microscópio. O tratamento térmico manipula essa microestrutura para ajustar propriedades como resistência e ductilidade.
O (recozida)
Designação que indica o estado de menor resistência e maior ductilidade após aquecimento e resfriamento controlados, eliminando encruamento e tensões.
Parâmetros de tratamento (tempo e temperatura)
Condições essenciais para definir tamanho/distribuição de precipitados e, portanto, resistência, ductilidade, condutividade e estabilidade dimensional.
Precipitação (endurecimento por)
Formação controlada de partículas finas em temperatura moderada, depois da solubilização. Essas partículas bloqueiam o movimento de discordâncias e aumentam a resistência.
Precipitados (partículas)
Partículas de segunda fase (como Al₂Cu) formadas durante o envelhecimento. Tamanho e dispersão influenciam resistência, ductilidade e condutividade.
Recozimento
Aquecimento seguido de resfriamento para remover encruamento, reduzir tensões e recuperar ductilidade. Leva o material ao estado “O”.
Resfriamento rápido (têmpera após solubilização)
Quench realizado logo após a solubilização para “congelar” a solução sólida supersaturada e evitar a formação indesejada de precipitados durante o resfriamento.
Resistência mecânica
Capacidade de suportar esforços sem deformar permanentemente ou romper. Em ligas tratáveis, aumenta com precipitados finos e bem distribuídos.
Segregações
Regiões com composição química diferente do restante, comuns em peças fundidas. A solubilização ajuda a dissolvê-las e homogeneizar a liga.
Solubilidade (máxima)
Quantidade máxima de soluto que pode se dissolver na matriz (depende de temperatura). A solubilização opera perto da solubilidade máxima para dissolver precipitados.
Solubilização
Aquecimento da liga (tipicamente ~480 °C a 540 °C) para dissolver precipitados e homogeneizar o material. Precede o resfriamento rápido e o envelhecimento.
Solução sólida
Mistura atômica em que o soluto está dissolvido na matriz de alumínio. Quando supersaturada pela têmpera, fica pronta para o envelhecimento.
Superenvelhecimento
Etapa de envelhecimento prolongada (estado T7) que estabiliza a microestrutura, aumentando estabilidade/corrosão, com leve perda de resistência máxima.
T (tratada termicamente)
Letra que indica que o produto foi submetido a tratamentos térmicos (com ou sem deformação complementar). Números após o “T” especificam a sequência.
T2
Liga recozida após ter sido trabalhada/fundida, obtendo baixa resistência e alta ductilidade, adequada para conformações adicionais.
T4
Liga solubilizada e envelhecida naturalmente à temperatura ambiente. Ganha resistência com o tempo, sem forno.
T5
Liga envelhecida artificialmente sem solubilização prévia. Exige microestrutura adequada de partida para obter bom ganho de resistência.
T6
Liga solubilizada e envelhecida artificialmente. É a rota mais comum para alta resistência em muitas ligas tratáveis.
T7
Liga solubilizada e superenvelhecida/estabilizada. Prioriza estabilidade dimensional e resistência à corrosão, com resistência mecânica um pouco menor que T6.
Temperatura de tratamento
Valor de aquecimento escolhido conforme o diagrama de fases e a liga. Temperaturas muito baixas não dissolvem precipitados; muito altas podem causar defeitos.
Tempo de tratamento
Duração nas etapas de aquecimento/envelhecimento. Controla o tamanho dos precipitados: pouco tempo gera partículas muito finas; tempo excessivo pode engrossá-las.
Trabalho a frio (trabalho mecânico)
Deformação plástica em baixa temperatura que aumenta a resistência (encruamento). Em ligas tratáveis, pode ser combinado com ciclos T para equilibrar propriedades.
Velocidade de resfriamento
Quão rápido o material é resfriado após a solubilização. Resfriamento rápido mantém a supersaturação; resfriamento lento favorece precipitados grosseiros.
Versatilidade das ligas de alumínio
Capacidade de ajustar propriedades via composição, trabalho mecânico e tratamento térmico, permitindo aplicações em setores como aeroespacial, automotivo e construção.
FAQ — Perguntas frequentes
P: Qual a diferença entre ligas tratáveis e não-tratáveis termicamente?
R: Ligas tratáveis aumentam a resistência por solubilização seguida de envelhecimento/precipitação. Nas não-tratáveis, o ganho de resistência vem principalmente do trabalho a frio; elas podem receber alívios ou recozimentos, mas não têm precipitação como mecanismo principal.
P: O que significam as letras F, O, H e T nas designações do alumínio?
R: “F” é o estado “como fabricada”; “O” é recozida (baixa resistência e alta ductilidade); “H” é encruada por trabalho a frio; “T” indica que a liga foi tratada termicamente, com números que detalham a sequência.
P: Em termos práticos, quando escolher T4, T6 ou T7?
R: T4 é útil quando se deseja conformar a peça após a solubilização (a resistência cresce com o tempo por envelhecimento natural). T6 busca alta resistência com envelhecimento em forno. T7 prioriza estabilidade dimensional e resistência à corrosão, aceitando leve perda de resistência.
P: Por que a solubilização costuma ocorrer entre ~480 °C e 540 °C?
R: Porque essa faixa se aproxima da máxima solubilidade do soluto na matriz de alumínio. Assim, precipitados pré-existentes se dissolvem e a liga fica homogênea para depois receber a têmpera e o envelhecimento.
P: O que acontece se o tempo de solubilização for insuficiente ou excessivo?
R: Tempo insuficiente não dissolve totalmente os precipitados, reduzindo o potencial de endurecimento. Tempo excessivo pode causar crescimento de grão ou efeitos indesejados; o objetivo é atingir o equilíbrio certo para a liga.
P: Por que realizar resfriamento rápido logo após a solubilização?
R: Para “congelar” a solução sólida supersaturada antes que precipitados se formem durante o resfriamento. Isso cria a base para um envelhecimento eficiente e controlado.
P: Como o envelhecimento artificial aumenta a resistência?
R: Ele forma precipitados finos e dispersos que dificultam o movimento de discordâncias. Quanto mais finos e uniformes, maior é a resistência, até um limite.
P: Resfriamento lento ou rápido: o que muda nos precipitados?
R: Resfriamento lento tende a gerar precipitados mais grosseiros e menos eficazes para endurecer. Resfriamento rápido favorece uma matriz supersaturada que, no envelhecimento, produz precipitados finos e bem distribuídos.
P: Dá para combinar trabalho a frio com tratamento térmico?
R: Sim. Em algumas ligas, o trabalho a frio pode ser feito antes ou entre etapas térmicas para ajustar o balanço resistência/ductilidade, desde que a sequência seja planejada.
P: Como o controle de tempo e temperatura influencia as propriedades finais?
R: Ele define o tamanho e a distribuição dos precipitados, afetando resistência, ductilidade, condutividade elétrica e estabilidade dimensional. Pequenas mudanças no ciclo podem gerar diferenças grandes no resultado.
P: O que é superenvelhecimento e por que usá-lo?
R: É prolongar o envelhecimento para estabilizar a microestrutura e melhorar resistência à corrosão e estabilidade dimensional. Em troca, a resistência máxima diminui um pouco.
P: Tratamentos térmicos também melhoram a estabilidade dimensional?
R: Sim. Ciclos corretos reduzem tensões internas e ajudam a peça a manter suas dimensões e forma ao longo do uso.